












































































In the core sealing system of fluid transfer equipment, the rotor retaining nut performs the critical function of securing the axial position of the rotor. Its structural design directly impacts the equipment's hygienic safety rating and long-term operational reliability.
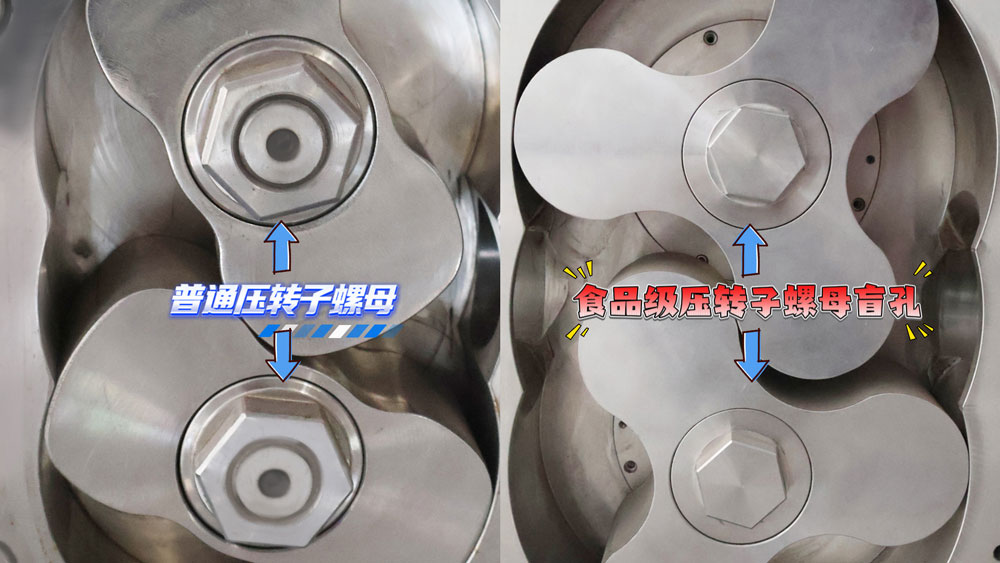
Conventional rotor retaining nuts typically employ an axial through-hole design. While this perforated structure is simple to manufacture, it presents severe drawbacks in high-hygiene industries like food and pharmaceuticals: When handling viscous media such as jams or dairy products, the material readily penetrates the through-holes, forming stubborn residues that are difficult to remove. During shutdown periods, trapped residue ferments and breeds microorganisms, becoming a source of contamination. Furthermore, the excessive depth-to-diameter ratio of these holes impedes the effective penetration of cleaning fluids. Even with high-pressure Clean-in-Place (CIP) systems, sanitation dead zones persist. The long-term accumulation of such hygiene hazards can lead to product quality incidents.
The food-grade blind-hole rotor retaining nut achieves a technological leap through its sealed structural design. Its core breakthrough lies in eliminating the axial through-hole and reconfiguring the pressure-bearing surface into a shallow blind-hole profile, physically eradicating the possibility of deep-trap residue. Concurrently, radial seal grooves are added to the nut face, housing high-compliance sealing rings that form a dual dynamic sealing barrier with the rotor shaft, effectively blocking media ingress paths. Combined with the use of 316L stainless steel throughout and mirror-finish polishing, the surface roughness is significantly reduced compared to traditional products, drastically minimizing media adhesion.
The sealed structure of the food-grade blind-hole nut also enables complete coverage by cleaning fluids, multiplying cleaning efficiency. The corrosion-resistant material prevents acidic media from eroding the threaded base, extending component lifespan to over three times that of conventional products. Simplified disassembly procedures further reduce equipment maintenance intensity, shifting hygiene management from reactive to proactive safeguarding.
Presently, the industry value of the food-grade blind-hole design has been validated across global high-end production lines. This technology effectively resolves the risk of microbial harborage in the rotor sealing zone, driving product compliance rates toward near-absolute safety thresholds.
The structural evolution of the rotor retaining nut, from through-hole to blind-hole, signifies a watershed moment in fluid equipment – transitioning from basic functional fulfillment to a hygienic safety paradigm. This represents not merely a morphological innovation in a metal component, but a redefinition of global food safety defenses. It also signifies Bonve Pumps' commitment to product upgrades, ensuring alignment with future market demands.







